

热塑性弹性体TPE熔接痕问题分析及解决
文章来源:山东泰瑞丰官网浏览量:时间:2023-03-18
热塑性弹性体TPE熔接痕问题
热塑性弹性体TPE作为软胶材料应用在注塑加工时会出现熔接痕的问题,这里小编带大家来了解一下TPE注塑过程中熔接痕问题出现的原因和如何解决。
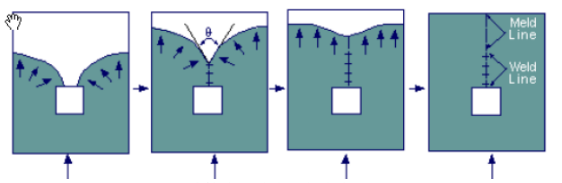
热塑性弹性体TPE注塑加工的方式是通过不同方向的熔融树脂前端部分被冷却、在结合处未能完全融合而产生的,熔接痕是不可避免的,只能通过熔体流动前沿的流变状态和分子聚集缠结程度来改善熔接痕的品质。
热塑性弹性体TPE熔接痕如何解决呢,注塑加工的老师傅提出了几项改善意见:
1、有效型腔压力太低,增加注射压力,延长注射时间。
2、增加注塑速度,高速射胶可以使TPE软胶熔体快速达到汇合处,低速注塑可以让模腔内的空气有足够的时间排出去。
3、适当增加背压及调整螺杆转速以获得更高均匀的溶胶温度;提高螺杆转速,使 tpe塑料黏度下降;增加背压压力,使塑料密度提高。
4、增加溶胶温度及喷嘴的温度,温度高塑料的黏度小,流态通畅,熔接痕变细,温度低,减少气态物质的分解。
5、脱模剂应尽量少用,特别是含硅脱模剂,否则会使料流能融合。
6、降低合模力,以利排气。
下一篇:TPE防伪瓶盖垫片料是如何防伪的 上一篇:TPE瓶盖垫片滴塑料你了解吗




相关阅读
- 破局临床痛点,泰瑞丰医用级TP
- TPE低气味材料如何赋能高端汽车内
- 医用级TPE颗粒的卓越之选:山东泰
- 破局医用“隐形战场”,山东泰瑞
- 山东泰瑞丰TPE食品级发泡材料:安
- TPE颗粒材料生产流程介绍
- 泰瑞丰材料科学突破:以极致可靠
- 攻克TPE/TPV密封条表面“麻点”难
- TPE医用级材料全解析:为医疗器械
- TPE食品级材料全解析:安全、合规


